橡胶减震器制造三大工艺流程介绍
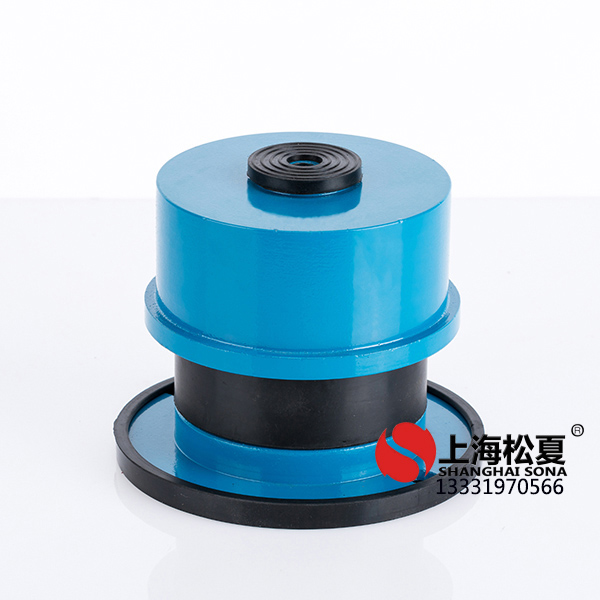
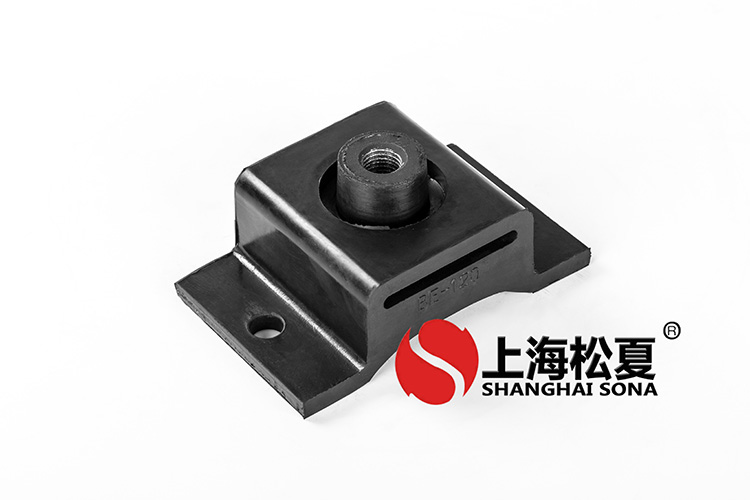
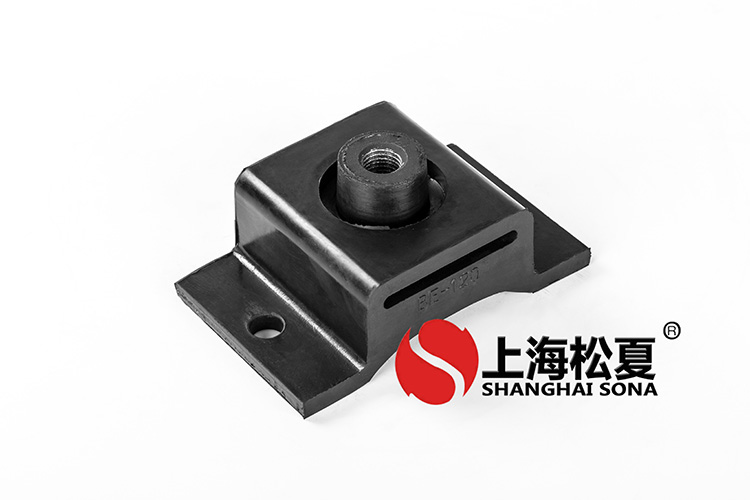
橡胶减震器作为一类重要的减震元件,已 被广泛运用于各类机械、汽车、铁路机车、水上运输工具、飞机及其他航空器。可以说, 凡是需要用到减震和隔震的地方都需要使用橡胶减震器。其制造工艺流程:
1.炼胶
橡胶减震器胶料的制备同普通橡胶制品胶料,先要对生胶进行充分的塑炼,使之具有适宜 的可塑度和均匀度。随塑炼时间的增加,橡胶损耗系数降低,对振幅的依赖性减少。混炼 时的关键是使配合剂分散均匀。假如胶料混炼不均,将会造成减震器刚度波动,在橡胶内 部由于硬度不均造成应力集中,从而缩短减震器的使用寿命。
2.金属件表面处理及黏合
绝大多数橡胶减震器都含有金属件,金属件与橡胶结合之前必须对其表面进行处理,否则 将影响其结合强度。金属件表面处理方法较多, 、常用的是喷砂处理,然后用溶剂洗净, 晾干后涂胶。目前 、常用的胶黏剂是开姆洛克(chemlok),黏合强度十分牢靠。
3.硫化
橡胶减震器的常用硫化方式为模压硫化、移模法硫化和注射硫化三种。 、普通的模压硫化 工艺和设备都比较简单,热量从上下两个加压面传递给金属模和橡胶,这种方法 、别适用 于大型厚壁制品。
移模法硫化是利用压机的压力将橡胶注入金属模腔,成型效率高。橡胶通过注入孔注入模 腔。由于摩擦力的作用,橡胶温度提高。加之,注压前橡胶又经过预热。所以,移模法可 以缩短硫化时间。
形状复杂的橡胶减震制品可采用注压法硫化.由于注压成型机的注压部分和加热加压部分 是一个整体,橡胶成带状或片状放入柱塞内,经充分预热后的高压注入金属模腔.硫化时 要严格控制硫化时间和温度。一般来说,橡胶的交联度随时间的增加而增长,橡胶模量增 大,橡胶的损耗系数降低。所以,橡胶减震器的硫化要充分,若欠硫和过硫都会使制品性 能下降。